3. Impression 3D#
Cette semaine, j’ai dû apprendre à utiliser les machines à impression 3D (je vais utiliser le fichier expliqué au module 2).
3.1 Conversion de fichiers#

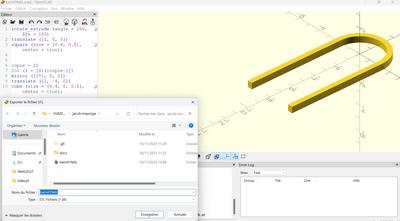
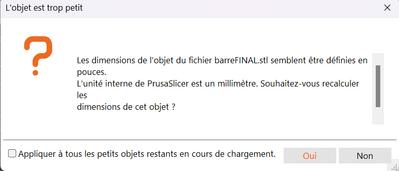
Pour convertir le fichier.scad en fichier.STL, il suffit juste d’ouvrir OpenSCAD et d’ouvrir notre fichier désiré. Puis, il faut charger notre fichier pour qu’il soit apte à être converti (appuyer sur l’icône entourée en 1) et enfin on peut le convertir (icône entouré en 2). Une fenêtre d’exploration de fichiers devrait s’ouvrir, il faut aller jusqu’au dossier désiré pour déposer notre fichier.STL. Par la suite, il va falloir installer un système permettant de faire des “découpes” en 3D pour pouvoir amener notre objet dans le monde réel, en bref permettre à la machine en 3D de réaliser son impression. Comme le fablabULB possède déjà des imprimantes 3D (Original Prusa i3 MK3S) pour les étudiants, nous allons donc utiliser le logiciel adapté aux machines 3D à disposition (PrusaSlicer). Après l’avoir installer, on le démarre et on importe le fichier désiré. Normalement, le logiciel nous annonce que notre modèle est “en pouces” (voir image ci-dessous), il faut donc recalculer le modèle en millimètres (PrusaSlicer est en millimètres) en cliquant sur oui.
Il est fort probable que le modèle soit surdimensionné (c’était mon cas comme montré en bas), il faut simplement redimensionner l’image pour qu’il entre dans le plateau virtuel du logiciel (le plateau virtuel montre la limite du plateau réel de l’imprimante 3D).
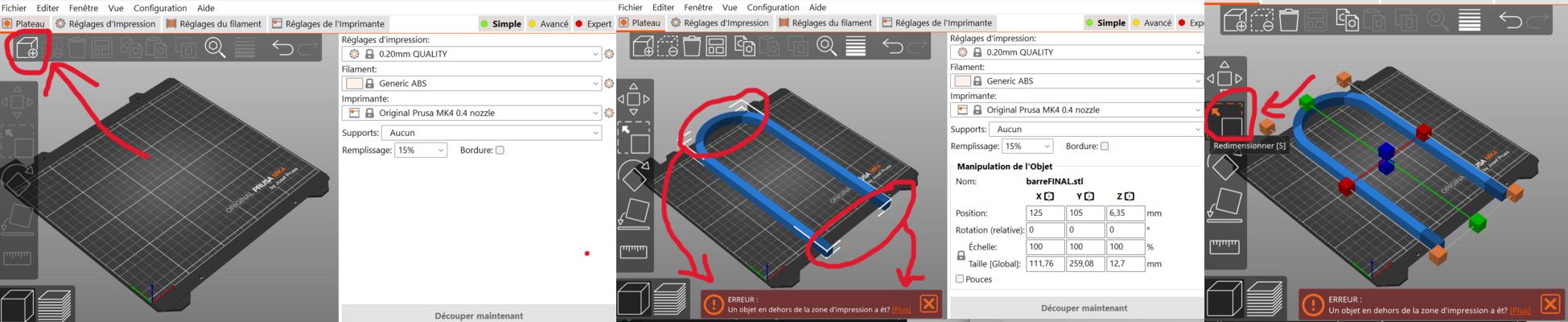
de gauche à droite : 1) icône à cliquer pour l’import du fichier.STL 2) message d’erreur causé par les extrémités du modèle en excès 3) icône pour redimensionner le modèle
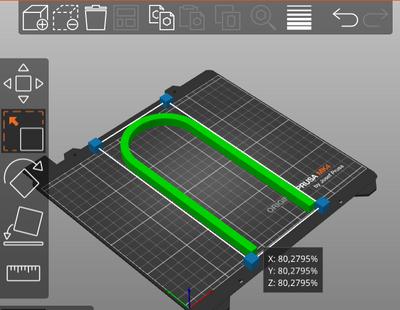
Voici, ce que cela donne lorsque l’entité a les bonnes dimensions (le programme le mettra en vert instantanément et le message d’erreur disparaîtra).
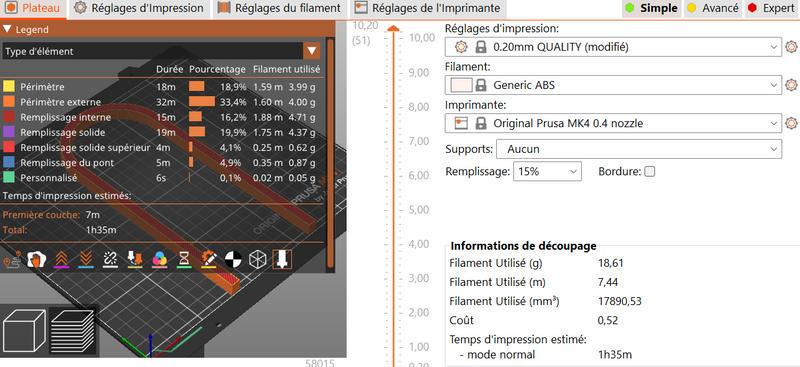
Pour avoir accès à plus de données on peut cliquer sur les autres onglets en haut de la page (comme Plateau, Règlages du filament, … pour avoir un plus grand contrôle sur le modèle rendu. Lorsque nous cliquons sur Découper maintenant l’ensemble des données essentielles à l’impression sont fourni directement sur la page principale (comme montré en bas). Et de plus, de nouveaux onglets apparaissent (en bas de la fenêtre Legend) comme Déplacement, Nettoyer, …
Voici les liens pour télécharger les fichiers de mon modèle:
3.2 Impression du produit#
Premièrement, lors de l’utilisation de la machine, elle va prendre des points-clés pour mieux se diriger lors de l’impression (elle en prend à chaque intersection des droites en tirets). Il faut bien faire attention à préchauffer la plaque si elle n’est pas à une température optimale (on le verra dans l’écran paramétrique de la machine). De même, il ne faut pas toucher la plaque chauffante durant l’impression (elle atteint des températures pouvant aller jusqu’à 100 degrés et +). Il ne faut pas oublier de mettre de l’alcool pour désinfecter et nettoyer la plaque des utilisations précédentes.
Dans mon expérience, j’ai eu des cas de machines qui ne fonctionnaient pas donc il fallait changer de machine simplement.
Pour des cas où le fil en plastique d’amidon de maïs se coinçait dans l’opérateur (donc la machine continue son chemin, mais sans imprimer quoi que ce soit), il faut la mettre “en pause” (paramètre de l’imprimante) et remplacer la bobine de fil d’amidon (si elle est défectueuse ou n’a presque plus de fil d’amidon) ou simplement couper le fil défectueux et remettre le fil dans l’opérateur. Par la suite, on remet la machine en marche. Une carte SSD est nécessaire (pour importer le fichier dans la machine) mais est à disposition dans la salle des imprimantes 3D.
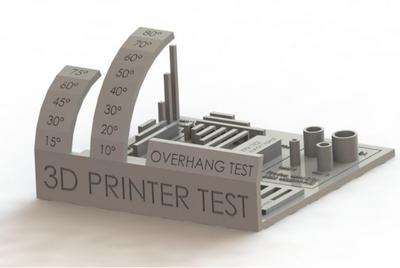
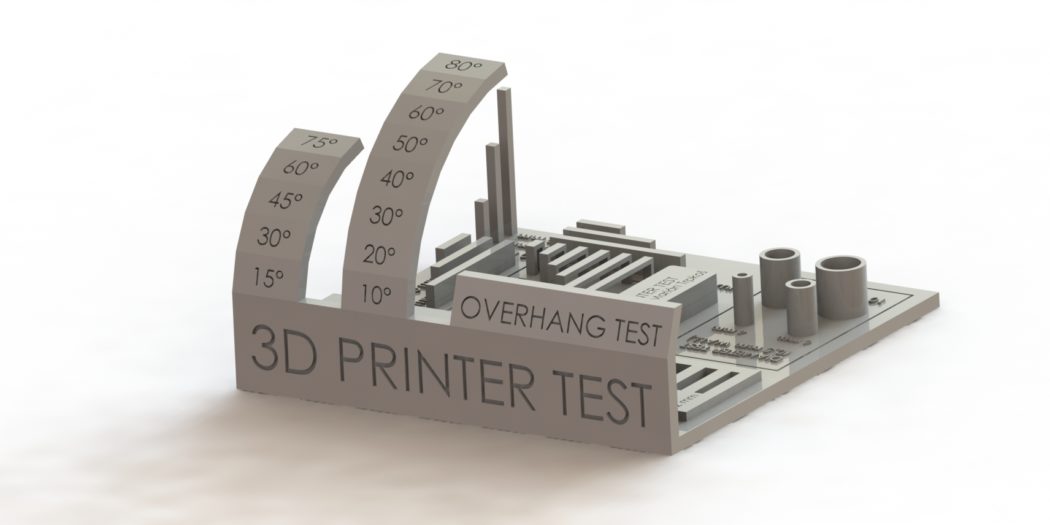
L’imprimante 3D de plus a des limites physiques, elle ne peut pas imprimer dans le “vide”. Par exemple si on veut faire un pont ou un arc, pour des inclinaisons extrêmes relatives à l’imprimante 3D en question, elle créera des structures fort fragiles ou elle construira des figures saccadées (le pont, l’arc ayant cédé). Ou encore, elle ne pourra pas être si précise pour des entités miniaturisées, des détails microscopiques, création de trous microscopiques ou fort larges, … tous ces aspects peuvent être directement testés par un “3D PRINTER TEST” comme montré ci -dessous.
De même, si on veut créer des figures dont l’aspect extérieur seulement est utile, il vaut mieux rendre la partie interne creuse, cela permet d’augmenter l’efficacité du temps d’impression et d’économiser du fil d’amidon.
{kind=link}
Si la structure a une base ne prenant pas en compte la pression de l’entièreté de la structure, on utilisera une base supplémentaire pour sa stabilité (qui sera encodée juste par “ajout d’une base” dans le programme d’impression 3D). Cela évitera qu’il soit trop collé sur la plaque et qu’elle se ruine lors de l’impression.
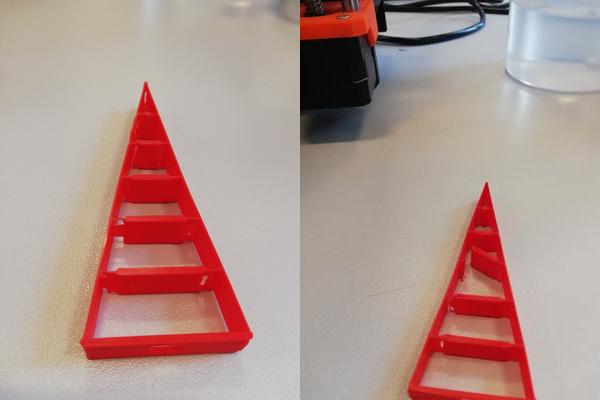
On voit ici que le test a été à moitié réussi (à gauche avant le test de pression, à droite après ledit test). Il a résisté à une pression d’une force d’une paire de mains. Mais sa structure interne a cédée rendant la durée de vie de l’appareil plus courte (elle est néanmoins encore utilisable).
Voici des vidéos de démonstration du produit final (assemblage des deux entités):

Ici, on voit la machinerie interne et son fonctionnement. Les 2 barres en U vont être implémentées dans les cavités respectives des 2 pinces (à leurs bases). Le U le plus large formera un arc liant les extrémités externes des 2 pinces, ce qui permet d’avoir une extension solide qui nous permettra de maintenir l’ensemble du modèle. Le 2ème U, refermé sur lui-même, permettra de refermer les 2 pinces en liant les extrémités internes des 2 triangles et en tirant sur celui-ci.
En bref, il s’agit en quelque sorte du même mécanisme d’un arc à flèches, on tire sur la corde en retenant la flèche avec une certaine force (ici on tire sur le U le moins ample) et en prenant un appui sur l’arc (ici le U le plus ample). Puis, pour relâcher la flèche (le ballon comme en deçà ou autre objet), on relâche la corde (le U le moins ample) et de même on diminue la force sur l’arc (le U le plus ample).
Si les 2 vidéos ne marchent pas, voici leurs liens par ordre respectif :